Tecnica: nel mondo delle valvole

- di Massimo Clarke
-
- di Massimo Clarke
Pochi componenti del motore sono sottoposti a sollecitazioni paragonabili a quelle che devono sopportare le valvole di scarico che, lambite dai gas ad altissima temperatura in uscita dal cilindro, possono raffreddarsi solo cedendo calore alla testa tramite il contatto con la sede, quando sono chiuse.
Pure tra stelo e guida avviene una cessione di calore, ma in misura assai inferiore (circa il 20 % del totale). Per le valvole di aspirazione il problema non esiste in quanto vengono efficacemente raffreddate dalla miscela aria-carburante (o dalla sola aria, nei motori a iniezione diretta) che entra nel cilindro.
Per avere un’idea delle condizioni di lavoro delle valvole, si pensi che quando il motore ruota a 6000 giri/min, ognuna di esse si apre e si chiude 50 volte al secondo. I motori delle moto sportive girano molto più forte; per quelli a quattro cilindri 12000 giri/min sono una velocità di rotazione più che normale, in corrispondenza della quale ogni valvola viene portata dalla posizione di chiusura a quella di massimo sollevamento in tempi dell’ordine di 1,8 millisecondi! Anche quando sono chiuse, le valvole sono sottoposte a sollecitazioni elevate. Con una pressione massima di combustione di 80 bar (valore più che usuale nei moderni motori di alte prestazioni), sul fungo di una valvola del diametro di 36 mm si scarica una forza di oltre 8000 newton (ovvero più di 800 kg)!
Le valvole di scarico
Nessun altro organo del motore raggiunge temperature paragonabili a quelle delle valvole di scarico, che devono pertanto essere realizzate con materiali particolari. Gli acciai usati per le valvole di aspirazione non sono all’altezza della situazione; occorre utilizzarne altri, specificamente studiati per questo tipo di impiego. Si tratta di acciai con una struttura austenitica (nei quali la cella cristallina elementare è diversa da quella dei normali acciai da cementazione o da bonifica, impiegati per realizzare bielle, alberi, ingranaggi, etc…), che contengono una elevata percentuale di cromo unitamente a quantità considerevoli di nichel e di altri elementi, tra i quali il manganese e molibdeno.
In diversi motori particolarmente spinti le temperature delle valvole sono talmente elevate che neanche questi acciai austenitici risultano adeguati. Si passa pertanto alle superleghe a base di nichel, sviluppate in origine per le palette delle turbine dei motori a reazione (Nimonic, Inconel).
-

-
Per ridurre la temperatura delle valvole di scarico talvolta si fa ricorso a una soluzione costruttiva particolare, che prevede la foratura dello stelo
Anche le valvole devono essere raffreddate
Per ridurre la temperatura delle valvole di scarico talvolta si fa ricorso a una soluzione costruttiva particolare, che prevede la foratura dello stelo, in senso assiale, e l’introduzione nella cavità così ottenuta di una certa quantità di sodio. Questo elemento fonde a 97,8 °C e quindi è liquido durante il funzionamento del motore; assorbe calore dalla parte a temperatura più elevata e lo cede a quella a temperatura più bassa, mentre si muove in su e in giù all’interno della valvola.
Grazie a questo autentico effetto shaker diventa assai considerevole la quantità di calore che viene smaltita tramite la guida; il raffreddamento migliora sensibilmente e non di rado la temperatura del fungo della valvola scende di oltre 100 °C. Queste valvole al sodio non trovano impiego in campo motociclistico, ma stanno avendo un autentico rilancio (dopo anni di quasi totale abbandono) in campo auto, per via del sempre più diffuso ricorso alla sovralimentazione.
Valvole di scarico bimetalliuche per le auto
Una soluzione largamente impiegata nei motori automobilistici prevede l’impiego di valvole di scarico bimetalliche, nelle quali il fungo, unitamente alla parte iniziale dello stelo, con la quale fa tutt’uno, è realizzato con un materiale resistente alle alte temperature e la parte rimanente (cioè quasi tutto lo stelo) è in un acciaio temprabile e dotato di una maggiore resistenza all’usura, che ha una diversa struttura cristallina e una differente composizione chimica (e in genere anche un costo sensibilmente minore).
Le due parti della valvola vengono unite mediante saldatura per attrito, un procedimento rapido e che permette di ottenere risultati eccellenti. Nei motori da competizione e in quelli di varie moto supersportive si impiegano valvole in lega di titanio, materiale dalla densità di gran lunga inferiore a quella degli acciai (circa 4,5 kg/dm3 contro 7,8 kg/dm3), che vengono realizzate da produttori specializzati e che sono dotate di sofisticati rivestimenti superficiali dello spessore di un paio di micron o appena più.
Varie tipologie di lavorazione
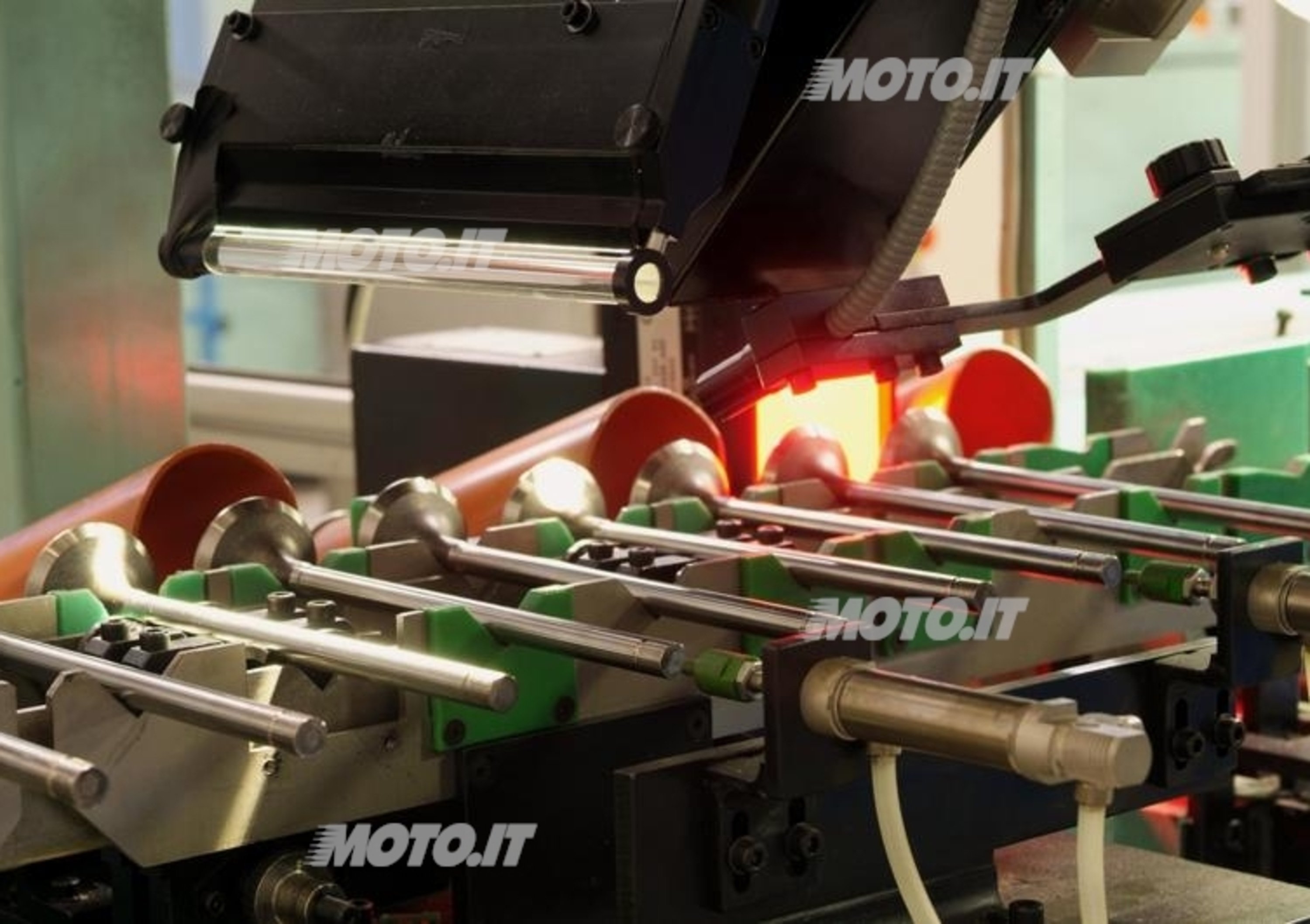
Caratterizzate da un peso molto ridotto, hanno un costo elevatissimo. Anche il processo di fabbricazione delle valvole, autentici capolavori della metallurgia, dà un’idea di quanto sia evoluta la tecnologia in questo settore specifico. Nella maggior parte dei casi le valvole grezze vengono ottenute per forgiatura, che in genere si effettua in due fasi ( con uno stampo sbozzatore e uno stampo finitore). Meno impiegata è la ricalcatura. Dopo un primo trattamento termico si passa alle lavorazioni meccaniche, con taglio degli steli alla lunghezza prevista.
-

- Le principali fasi di produzione sono seguite da accurati controlli. Ad essi si aggiungono le verifiche finali, tanto dimensionali quanto geometriche
Se si stanno producendo valvole bimetalliche, a questo punto ha luogo, all’interno di una macchina automatica, la saldatura per attrito, senza apporto esterno di calore o di materiale. Questa operazione deve essere seguita dalla asportazione delle bave e del materiale in eccesso nella zona di unione, e quindi dal rinvenimento e dalla eventuale raddrizzatura. In molti casi si riporta sulla periferia del fungo uno strato di stellite (una superlega caratterizzata da una straordinaria resistenza all’usura e alla corrosione), facendo ricorso a saldatura. Se necessario, l’estremità dello stelo viene sottoposta a tempra, onde aumentarne la durezza.
Vengono poi effettuate le varie lavorazioni che interessano lo stelo (rettifica di sgrossatura e di finitura), il sopratesta, la zona del canalino e la superficie di tenuta del fungo. Sulla maggior parte delle valvole viene quindi deposto galvanicamente uno strato di cromo duro (circa 1000 punti Vickers), che generalmente ha uno spessore di poco superiore ai cinque micron. La lucidatura finale si effettua con un nastro sul quale è fissato dell’abrasivo finissimo. In alternativa, diversi costruttori preferiscono sottoporre le valvole a nitrurazione in bagno salino, onde creare uno strato esterno di elevata durezza.
Le principali fasi di produzione sono seguite da accurati controlli. Ad essi si aggiungono le verifiche finali, tanto dimensionali quanto geometriche. Le immagini relative alla fabbricazione delle valvole, che accompagnano questo servizio, sono state scattate all’interno del modernissimo stabilimento Eaton di Borgonero.



![Perchè la Revuelto è così fotonica: intervista a Davide Bizzarri, Lamborghini [Video]](https://cdn-img.automoto.it/images/31899776/400x/lamborghini-revuelto-foto-2023-4-jpg.jpeg)

